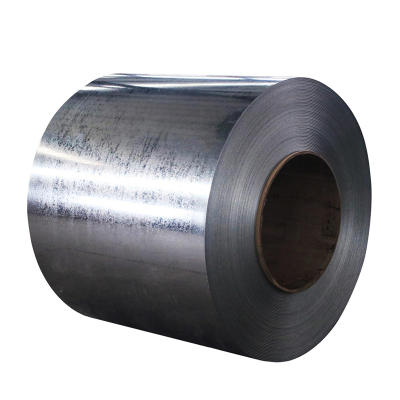
Bande d'acier laminée à froid ASTM
Bande laminée à froid métal fait référence à une bande laminée à chaud métal et métal plaques comme non cuit matériaux qui sont roulés en bande métal et maigre assiettes en utilisant un exsangue laminoir à température ambiante.
Le banal l'épaisseur est de 0,1 à 3 mm et la largeur est de 100 à 2 000 mm. Les bandes ou plaques laminées à froid ont le avantages de approprié sol finition, approprié platitude, excessif précision dimensionnelle, et précis propriétés mécaniques.
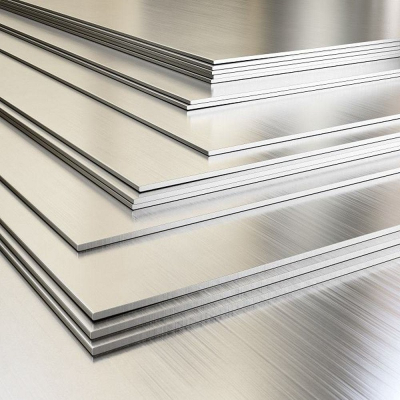
Les produits sont typiquement produit en rouleaux, avec un massif élément transformé en doublé métal feuilles.
Description:
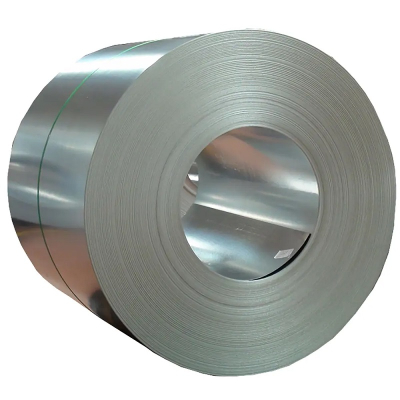
Bande laminée à froid métal normalement a une épaisseur de 0,2 à 3 mm et une largeur de 100 à 2 000 mm. Il fait usage de bande laminée à chaud métal comme non cuit tissu et est roulé via un à quatre ou six rouleaux exsangue laminoir à température ambiante.
Bande métal avec une épaisseur de beaucoup moins que 0,2 mm est connu comme bande ultra fine métal ou du papier d'aluminium. Il est constitué de bandes laminées à froid métal et est de la même manière traité. C'est typiquement roulé à travers un broyeur multi-rouleaux.
Depuis les tôles et bandes laminées à froid métal a une variété de Spécifications du produit, excessif Précision dimensionnelle, exact sol qualité, et mieux mécanique et procédure résidences que les bandes d'acier laminées à chaud, il est largement utilisé dans équipement fabrication, voiture fabrication, matériel roulant, construction structures, aviation Secteurs industriels tels que les fusées, bénin nourriture, numérique instruments, et famille appareils électroménagers.
Propriété et spécifications :
1. Étroit et fin
2. Dimensions précises
3. Serré tolérances
Matériel : |
Bande d'acier laminée à froid |
Longueur : |
Comme personnalisé demandé . |
Tolérance de largeur et de longueur : |
+/-3mm |
Par rapport aux bandes laminées à chaud, les bandes laminées à froid présentent les avantages suivants :
① Puisqu'il n'y a pas de chute de température ni d'inégalité de température dans le fabrication de tôles et bandes laminées à chaud pour la durée de le processus de laminage à froid, extraordinairement maigre les bandes peuvent être produites avec un minimal épaisseur de 0,001 mm ;
② Pendant la exsangue processus de laminage, aucune calamine d’oxyde de fer n’est produite sur le sol de la pièce roulée, et elle est marinée Plus tôt que rouler, donc le sol super du produit est bon, et un numéro différent des surfaces peuvent être données à la bande en accord aux exigences, telles que dur surface, daim sol ou surface polie, etc. ;
③Bande laminée à froid métal peut rencontrer un large varier de propriété mécanique nécessités à travers un positif diplôme de exsangue déformation par roulement et approprié coordination avec extrêmement facile chaleur traitement. Toutefois, les flans utilisés dans les bandes laminées à froid sont meublé avec l'aide de chaud rouler, donc leur amélioration est affectée en passant par chaud roulant. Seulement en utilisant toujours améliorer le agréable degré de bobines laminées à chaud, qui comprend sol qualité, propriétés structurelles, tolérance d'épaisseur plate formulaire Le diplôme, etc., peut permettre plus haut amélioration en bandes d'acier laminées à froid.
Processus de production
La bande laminée à froid fabrication système ordinairement contrôle la préparation des billettes, le décapage, exsangue laminage, recuit et finition.
Le faire le ménage encadrement nécessite des tolérances dimensionnelles de composition chimique, de largeur et d'épaisseur (trois points distinction et différence de même ligne), et les courbures de faucille devrait répondre aux exigences. Le sol devoir être facile et propre, et là doit être exempt de fissures, de plis, de délaminages, de pores, de défauts d'inclusion non métalliques, etc.
Avant le décapage, la bande métal doit être redressé et soudé bout à bout pour faciliter sans arrêt décapage. Le décapage est communément à se débarrasser échelle d'oxyde de fer. Pendant le processus de décapage, le conscience et température de l'acide répondre et le sel ferreux contenu dans l'acide répondre devoir être contrôlé.
À gérer l'épaisseur et la forme de la plaque, la réduction, la vitesse, la tension et le roulis gentil doit être ajusté. L'épaisseur est surtout géré en utilisant AGC et la plaque formulaire est en général géré en utilisant réglage du profil du rouleau (mesures de couronne de rouleau et de compensation de couronne), comme HC, CVC, etc.


Emballage et livraison :